Radiographic inspection (RT)

The HUB has 2 2D radiography systems of 160 KV and 320 KV to which film or digital systems (Computed Radiography and Direct Radiography) can be combined.
With TEC Eurolab, you can always have the best tool to achieve the final goal of the analysis and meet the required quality requirements.
New radiographic hub at TEC Eurolab

What does the radiographic (RT) method consist of?
Radiographic inspection (identified by the acronym RT), by sending X-radiation through a material, is able to detect discontinuities both localized within and localized at or near the surface. RT control, regardless of the technique employed (FILM or NO FILM) provides, as an output, a projection on a 2D plane of the entire volume traversed by the radiation. RT inspection particularly excels at detecting discontinuities parallel to the direction of propagation of the ionizing beam.
The presence of a discontinuity is evidenced as a darker area (greater radiographic blackening) than the surrounding background, in the case where it is a void (porosity, cavity, lack of melt, missing layers) or in the case of less dense inclusion (e.g., inclusion of slag in a melting process). Discontinuities, on the other hand, are observed as lighter areas (less radiographic blackening) than the background, in the case where their density is greater than the surrounding matrix of material.
Where and when is radiographic method (RT) control applied?
- Thicknesses to be traversed: the greater the thickness to be traversed, the greater the power required to obtain an image that is in radiographic quality
- Giacitura of discontinuities: discontinuities oriented perpendicular to the direction of propagation of the RX beam are difficult to detect
Including these two points, RX inspection can be applied to numerous materials and manufacturing methodologies. In the case of metallic materials, X-ray inspection finds its main applications in the inspection of welded joints, cast products, or components made by additive technology.
The growth of Additive Manufacturing, and its increasing use in structural areas, even for nonmetallic components (plastics/composites) makes RT inspection widely used to search for unmelted layers, gas bubbles, or cavities due to incorrect injection/cooling process.
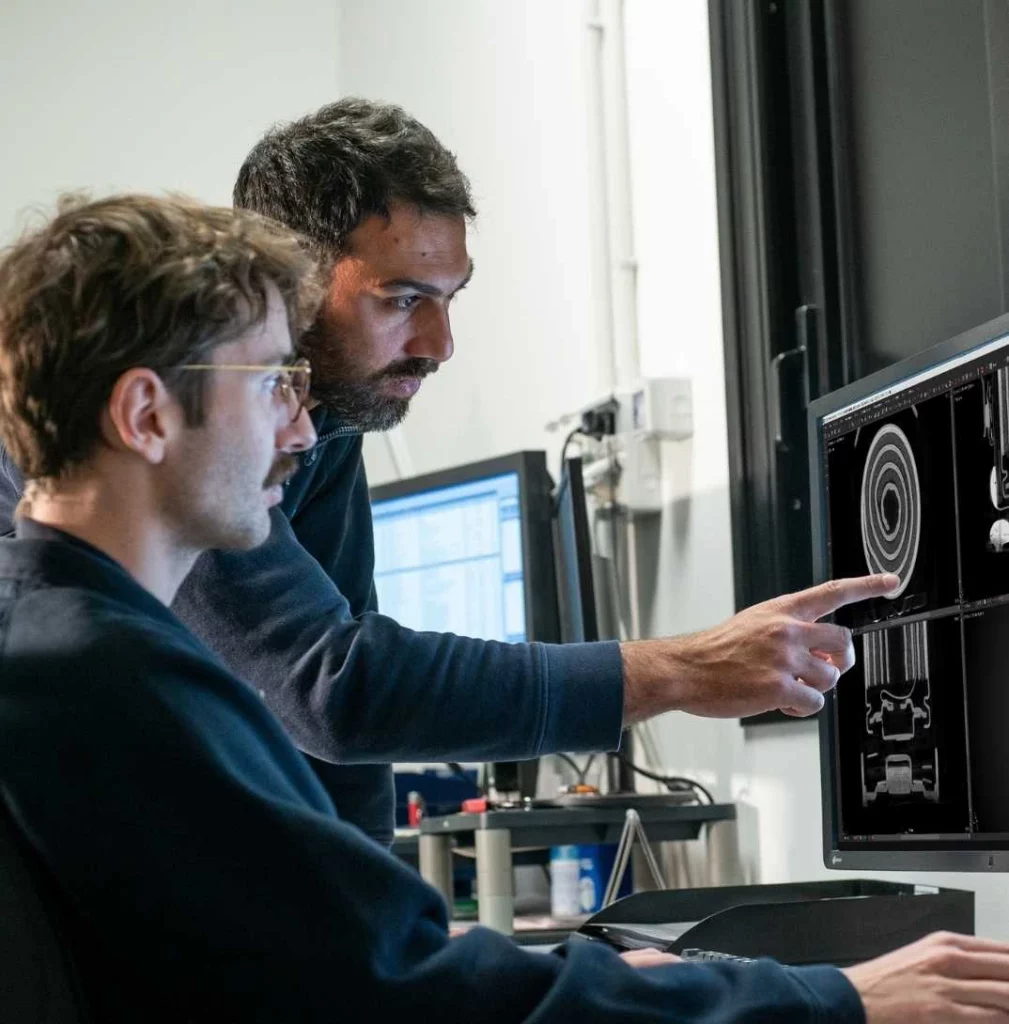
The ability to traverse numerous materials by representing them with different gray values also makes it possible to use RX control for verifying the placement of components that are not directly visible or accessible. This type of application is particularly useful in the analysis of electronic products where the features to be detected are often hidden or cannot be inspected by other methods.
Do you want to verify the quality of your product by the radiographic method?